










Resource Center
Find the brochures, cutsheets or press releases to answer your questions about Columbia's palletizing and load transfer solutions.
General Brochures
Find the brochures, cutsheets or press releases to answer your questions about Columbia's palletizing and load transfer solutions.



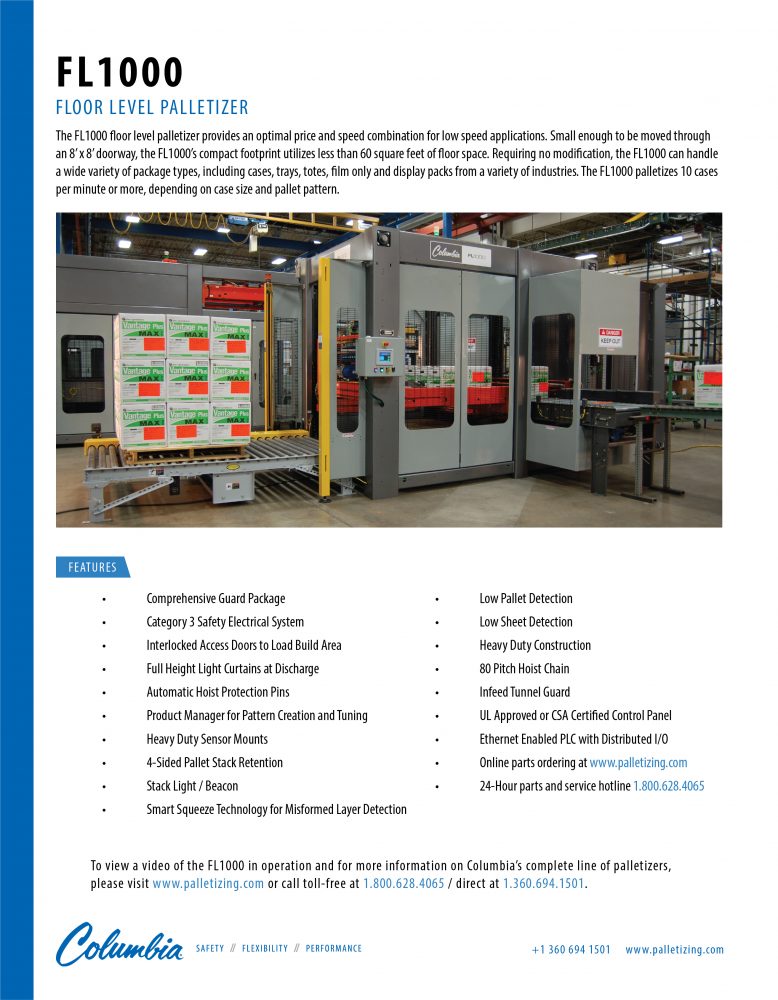
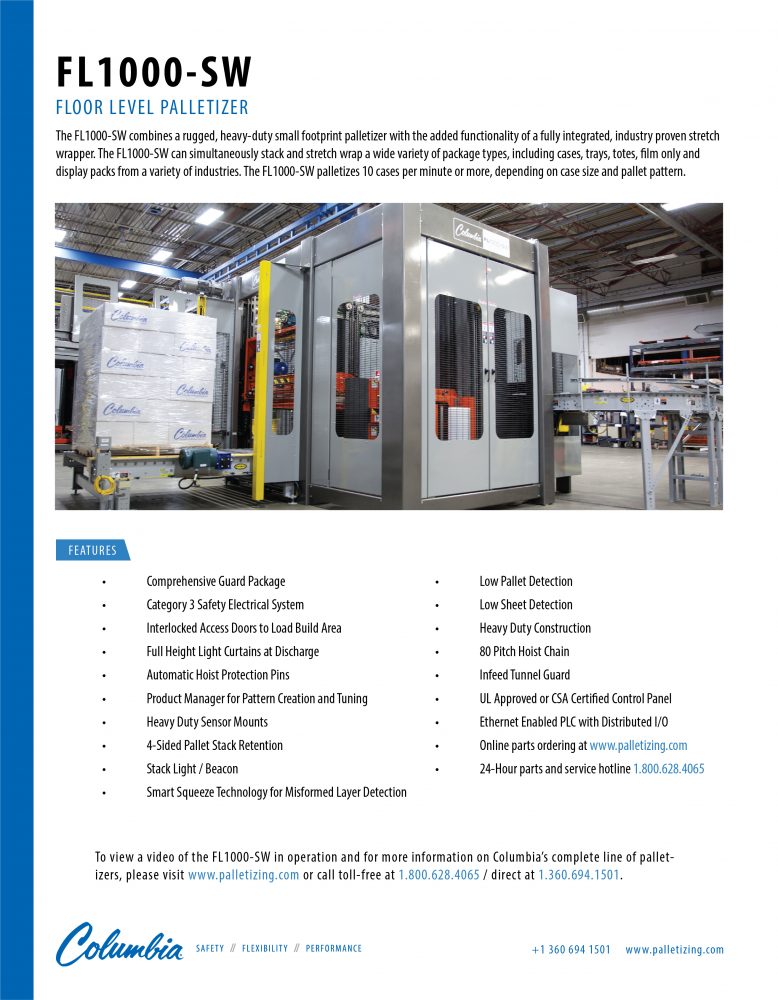
Floor Level Palletizer Cutsheets
Columbia’s floor level palletizers are available in countless layout possibilities and provide consistent performance from one to over 100 cases per minute. The infeed elevation of Columbia’s floor level series makes them ideal for close coupling to case packers and case sealers and is also at a height for easy access for maintenance needs.




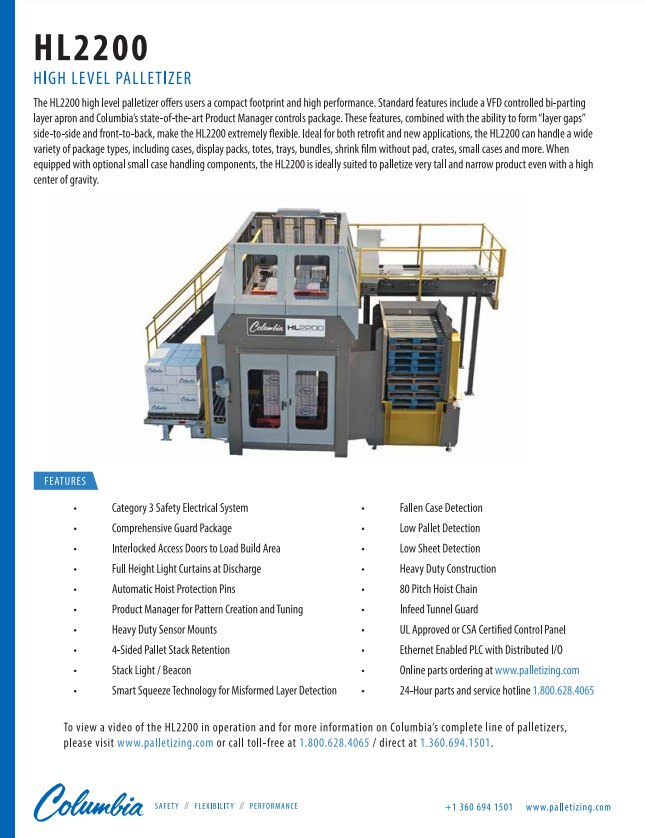
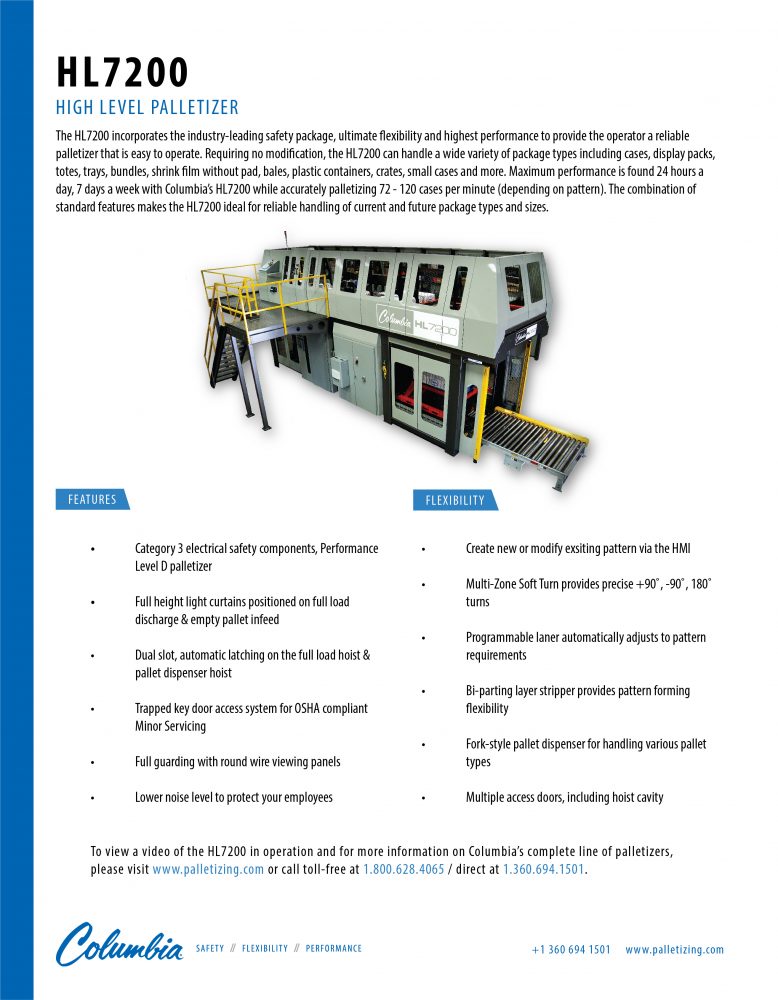
High Level Palletizer Cutsheets


Inline Palletizer Cutsheets
Columbia's conventional inline palletizers use a continuous motion flow divider that position the product into the accurate position on the layer forming area until a layer is complete and placed onto the pallet. They are ideal for medium to high speed plants and multiline applications.

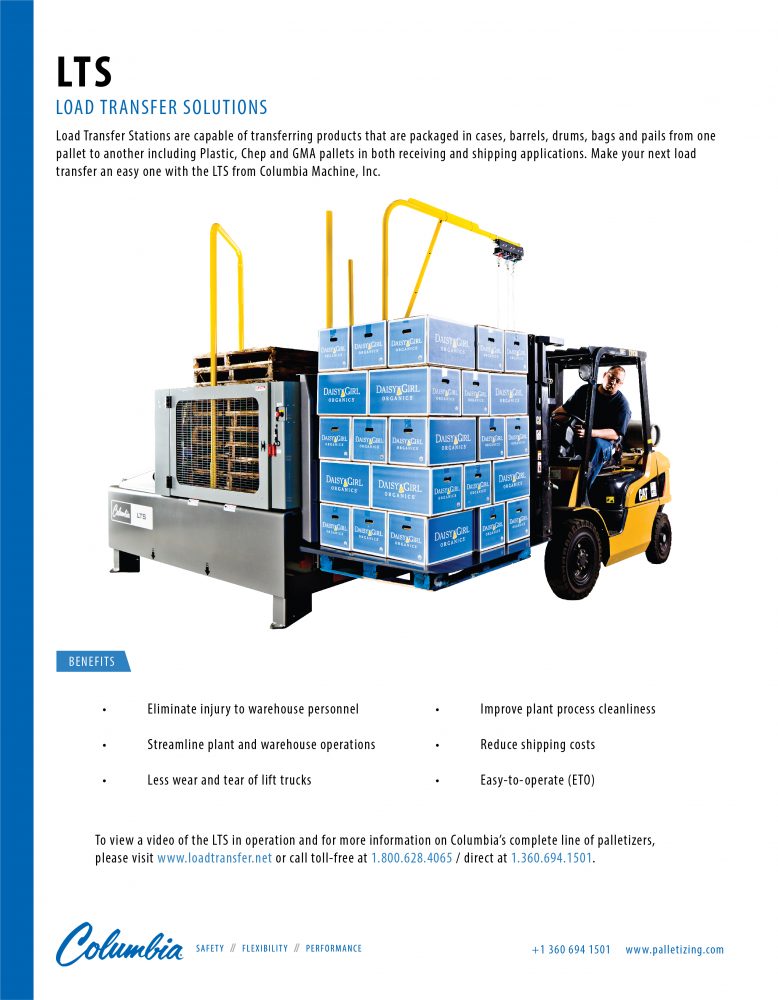
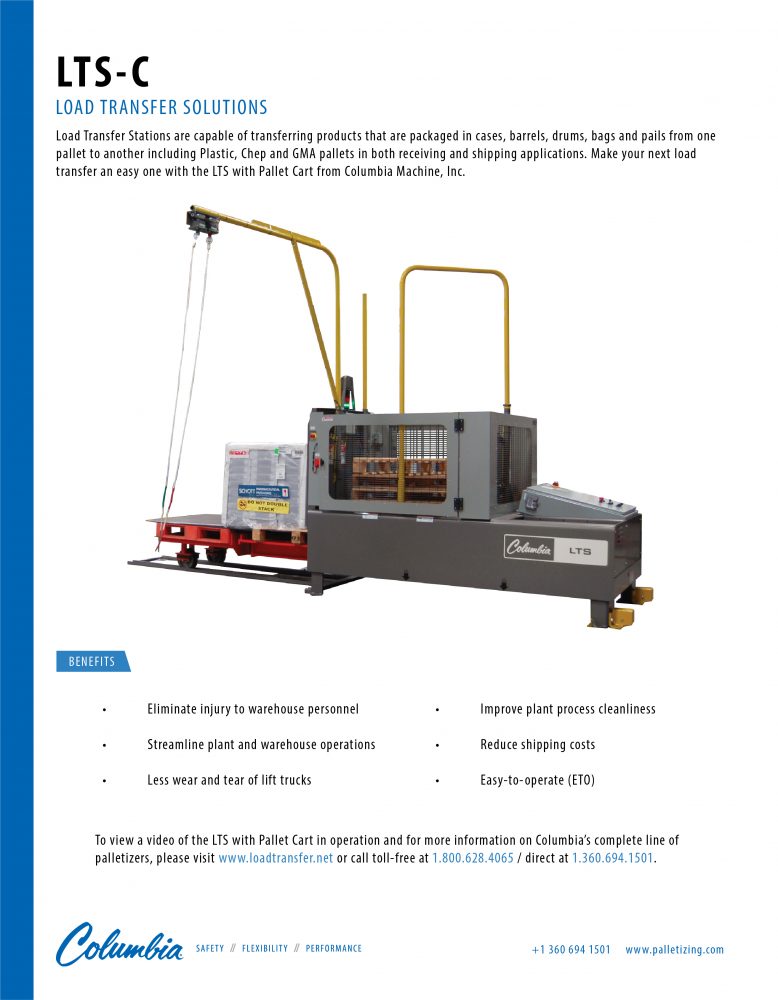
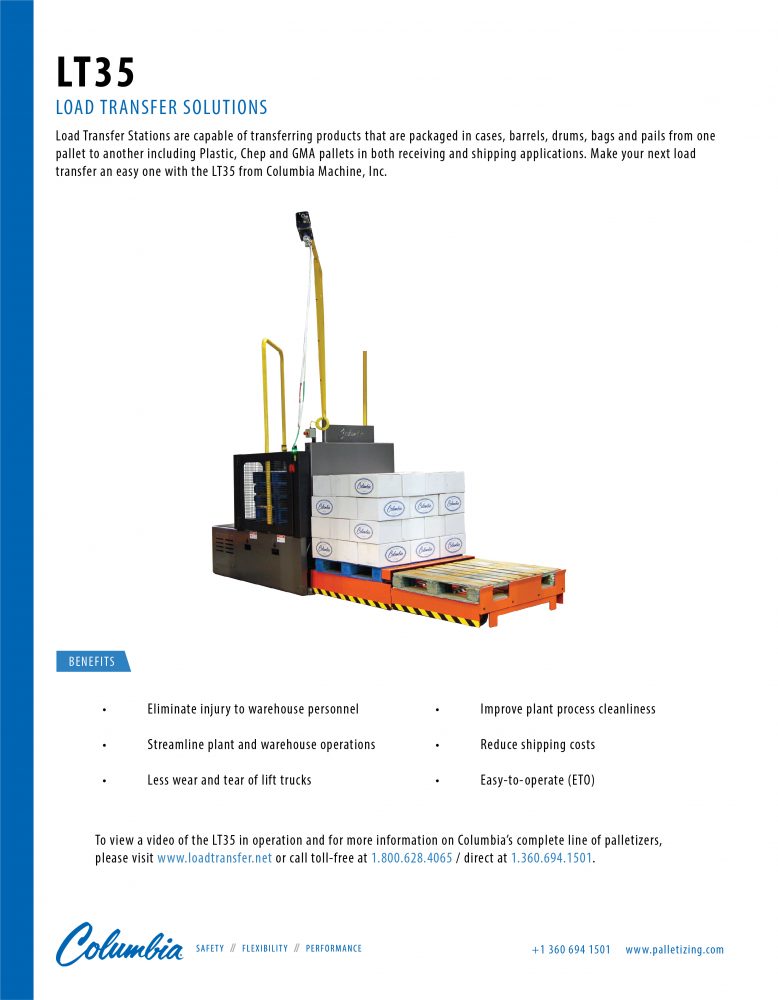
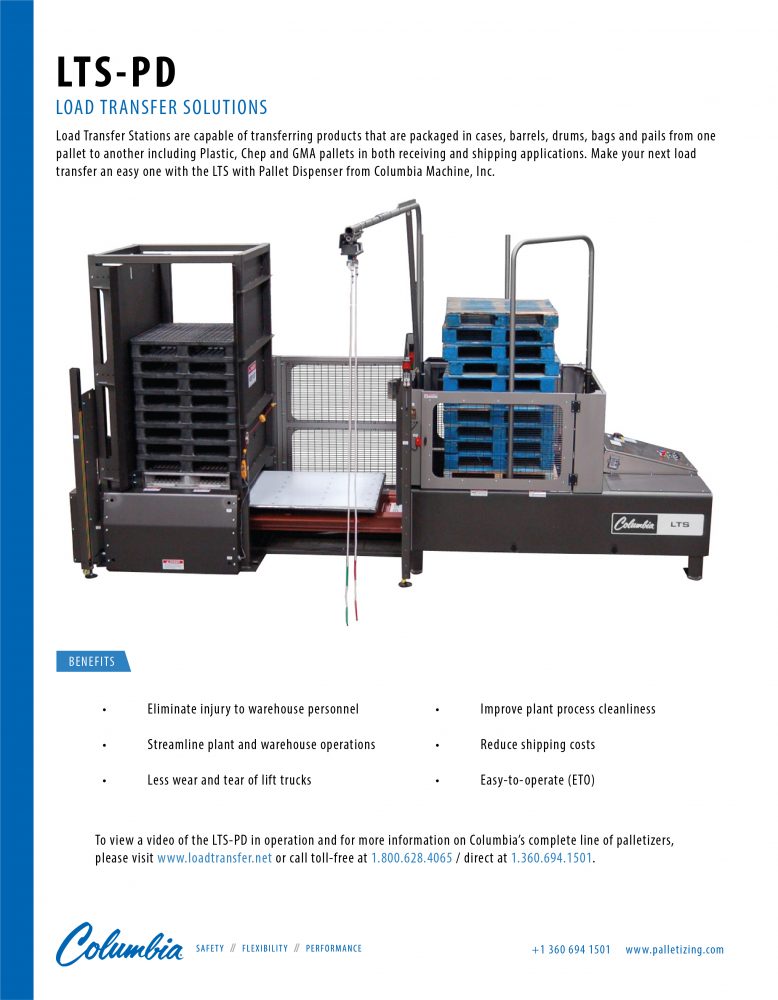
Load Transfer Station Cutsheets


Press Releases






Free Science Of Palletizing Book
Request your free copy of The Science of Palletizing Book. The Science of Palletizing is a 72-page educational introduction to the basics of unit-load forming and is designed to familiarize you with the fundamentals of palletizing.